


 當前位置:
當前位置:

 推薦産(chǎn)品
推薦産(chǎn)品 


 推薦新(xīn)聞
推薦新(xīn)聞 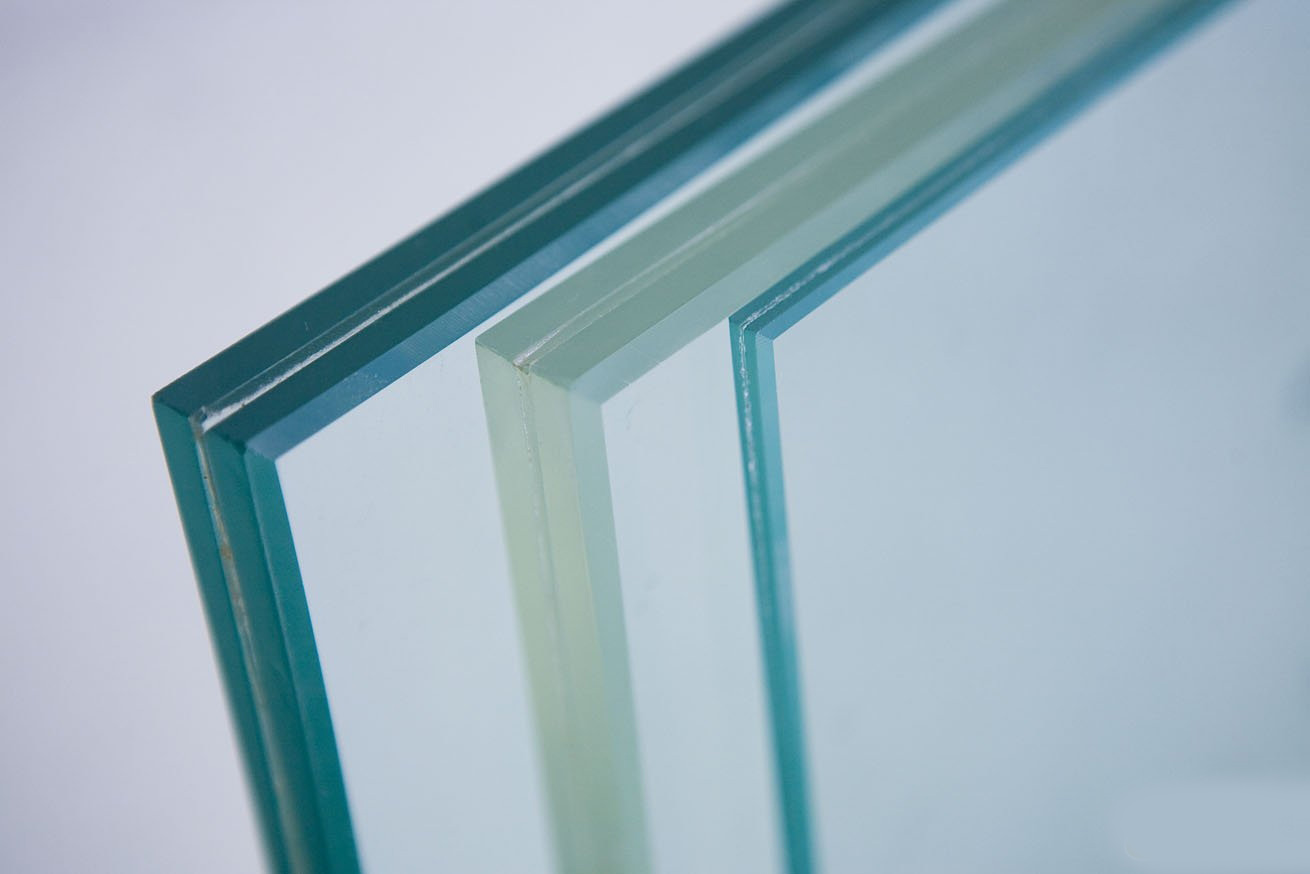
 在線(xiàn)留言
在線(xiàn)留言 詳情内容
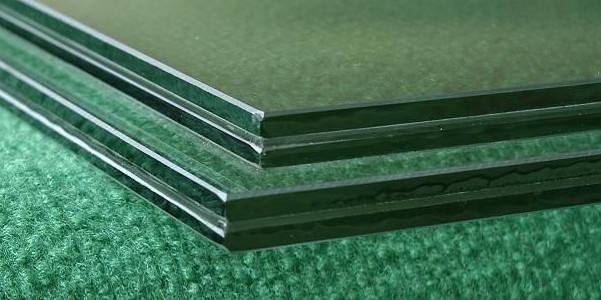
詳情内容 PVB在夾膠玻璃中(zhōng)的使用(yòng)範圍較廣,這是較早應用(yòng)于工(gōng)業玻璃中(zhōng)夾層的樹脂。玻璃夾層制造工(gōng)藝,高壓釜層壓工(gōng)作(zuò),就是對這一層進行制造的工(gōng)藝,這也是夾膠玻璃制造工(gōng)藝中(zhōng)的關鍵部位。這種材料的應用(yòng),直至今天在行業當中(zhōng)仍然占據着重要的位置。
陝西夾膠玻璃制造工(gōng)藝流程主要有(yǒu):pvb膠片的選用(yòng)、保存,合片室的環境、玻璃片清潔度、合片方式、預熱預壓、高壓釜内玻璃的操作(zuò)技(jì )術等。
在這些制作(zuò)工(gōng)藝流程中(zhōng),夾膠玻璃的流程中(zhōng),合片工(gōng)藝、玻璃預熱預壓工(gōng)藝、玻璃在高壓釜内的操作(zuò)這幾種制作(zuò)工(gōng)藝,是制作(zuò)流程中(zhōng)較有(yǒu)難度的工(gōng)藝流程。
1、合片操作(zuò)工(gōng)藝
對玻璃進行合片操作(zuò)時,首先要選擇适合玻璃寬度的PVB膠片,并且要保持膠片的清潔,避免用(yòng)手直接接角膠片和玻璃,将PVB膠片自然展平,不要拉伸,對齊玻璃的内外片,不能(néng)有(yǒu)參差不齊感,要查看預留的标志(zhì)是否重合,而後切除多(duō)餘的膠片,在進行切割操作(zuò)時,要使刀(dāo)片保持傾斜,在合片邊緣留出0。5mm~2mm膠片,為(wèi)了避免膠片收縮引起縮膜現象。合好膠片與玻璃合片以後,套真空橡皮圈,并查看密封條,在玻璃四周受到的拉力要均勻,然後對玻璃進行冷抽使合片中(zhōng)間的空氣排除幹淨,且冷抽時間應不低于5min。
2、玻璃預熱預壓工(gōng)藝
玻璃夾合好PVB膠片,抽空空氣以後,對合好的玻璃進行預熱預壓操作(zuò)。進行預熱預壓操作(zuò)的設備有(yǒu)三種,一種是預熱預壓箱,由于其設備簡單且投資小(xiǎo)、能(néng)耗低,所以被多(duō)家生産(chǎn)廠家所青睐。但是預熱預壓箱的缺點是效率低,無法适應産(chǎn)業化生産(chǎn);傳動型立式與卧式的預熱預壓機,這二種機械在生産(chǎn)上效率較高,适合規模化生産(chǎn)。二者區(qū)别是,在放置玻璃完成預熱預壓工(gōng)作(zuò)時,玻璃的放置方式,一個是立放,一個是平放。立式預熱預壓機對玻璃進行空氣抽空操作(zuò)時,對玻璃的弧度影響小(xiǎo)。而卧式預熱熱壓機對玻璃進行空氣抽空操作(zuò)時,由于玻璃平放,在自身的重力與抽真空壓力的影響下,對玻璃的弧度産(chǎn)生影響。所以卧式預熱預壓機在對大規格玻璃的制作(zuò)上更為(wèi)适宜。
3、玻璃在高壓釜内的操作(zuò)工(gōng)藝
高壓釜内的制作(zuò)工(gōng)藝,是夾膠玻璃生産(chǎn)的較後一道工(gōng)序。經過預熱預壓處理(lǐ)的玻璃,為(wèi)了使PVB膠片與玻璃合片更好的粘結在一起,還要經過恒溫高壓處理(lǐ),才能(néng)夠使用(yòng)。恒溫高壓處理(lǐ)要在高壓釜内操作(zuò),首先将粘合在一起的夾層玻璃的半成品,每片之間進行隔離,放入高壓釜專用(yòng)台架上,并使其牢固,然後緊閉釜門,對釜内加壓充氣,當釜内氣壓達到0。75MPa左右時,停止對釜内充氣。這是由于夾層玻璃邊緣未粘合牢固,為(wèi)了使玻璃夾層中(zhōng)間的空間在壓力的作(zuò)用(yòng)下溢出,而不緻于空氣從邊緣處進入夾層内。釜内溫度達到130℃左右時,立即停止加熱,并保持這個溫度。此時夾膠玻璃已經能(néng)夠粘合,對釜内進行二次加壓,由于玻璃已經達到粘合溫度,故這次加壓不會使空氣進入夾層中(zhōng),待壓力達到1。2MPa時,停止加壓并保持壓力平衡,持續經過1h~1。5h以後,降低釜内的溫度到50℃時,開始對釜内進行排氣降壓,直至空氣完全排出,開啓釜門推出玻璃。夾層玻璃制作(zuò)至此,還有(yǒu)收尾工(gōng)作(zuò),即是對玻璃進行逐片檢查,針對合格産(chǎn)品,進行修剪。割除周圍多(duō)餘膠片;對含有(yǒu)氣泡和脫膠的玻璃進行挑選修補,重新(xīn)進釜加壓加溫。
随着生産(chǎn)工(gōng)藝的不斷提高,大多(duō)數高壓釜都具(jù)有(yǒu)自動控制的功能(néng),在實際操作(zuò)中(zhōng),根據夾膠玻璃自身特點與實際情況,進行加工(gōng)。


