


 当前位置:
当前位置:

 推荐产品
推荐产品 


 推荐新(xīn)闻
推荐新(xīn)闻 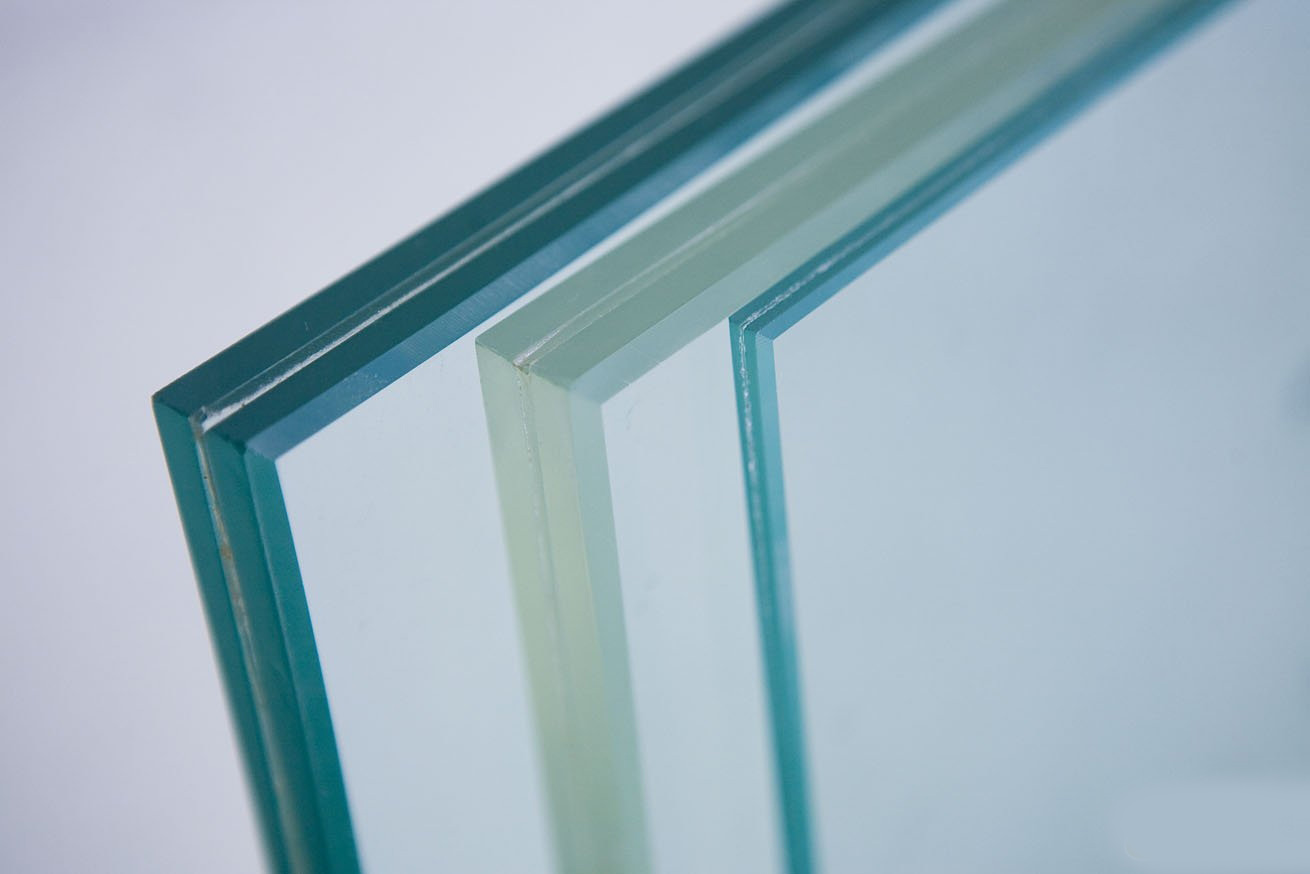
 在線(xiàn)留言
在線(xiàn)留言 详情内容
详情内容 PVB在夹胶玻璃中的使用(yòng)范围较广,这是较早应用(yòng)于工业玻璃中夹层的树脂。玻璃夹层制造工艺,高压釜层压工作,就是对这一层进行制造的工艺,这也是夹胶玻璃制造工艺中的关键部位。这种材料的应用(yòng),直至今天在行业当中仍然占据着重要的位置。
陕西夹胶玻璃制造工艺流程主要有(yǒu):pvb胶片的选用(yòng)、保存,合片室的环境、玻璃片清洁度、合片方式、预热预压、高压釜内玻璃的操作技术等。
在这些制作工艺流程中,夹胶玻璃的流程中,合片工艺、玻璃预热预压工艺、玻璃在高压釜内的操作这几种制作工艺,是制作流程中较有(yǒu)难度的工艺流程。
1、合片操作工艺
对玻璃进行合片操作时,首先要选择适合玻璃宽度的PVB胶片,并且要保持胶片的清洁,避免用(yòng)手直接接角胶片和玻璃,将PVB胶片自然展平,不要拉伸,对齐玻璃的内外片,不能(néng)有(yǒu)参差不齐感,要查看预留的标志(zhì)是否重合,而后切除多(duō)余的胶片,在进行切割操作时,要使刀(dāo)片保持倾斜,在合片边缘留出0。5mm~2mm胶片,為(wèi)了避免胶片收缩引起缩膜现象。合好胶片与玻璃合片以后,套真空橡皮圈,并查看密封条,在玻璃四周受到的拉力要均匀,然后对玻璃进行冷抽使合片中间的空气排除干净,且冷抽时间应不低于5min。
2、玻璃预热预压工艺
玻璃夹合好PVB胶片,抽空空气以后,对合好的玻璃进行预热预压操作。进行预热预压操作的设备有(yǒu)三种,一种是预热预压箱,由于其设备简单且投资小(xiǎo)、能(néng)耗低,所以被多(duō)家生产厂家所青睐。但是预热预压箱的缺点是效率低,无法适应产业化生产;传动型立式与卧式的预热预压机,这二种机械在生产上效率较高,适合规模化生产。二者區(qū)别是,在放置玻璃完成预热预压工作时,玻璃的放置方式,一个是立放,一个是平放。立式预热预压机对玻璃进行空气抽空操作时,对玻璃的弧度影响小(xiǎo)。而卧式预热热压机对玻璃进行空气抽空操作时,由于玻璃平放,在自身的重力与抽真空压力的影响下,对玻璃的弧度产生影响。所以卧式预热预压机在对大规格玻璃的制作上更為(wèi)适宜。
3、玻璃在高压釜内的操作工艺
高压釜内的制作工艺,是夹胶玻璃生产的较后一道工序。经过预热预压处理(lǐ)的玻璃,為(wèi)了使PVB胶片与玻璃合片更好的粘结在一起,还要经过恒温高压处理(lǐ),才能(néng)够使用(yòng)。恒温高压处理(lǐ)要在高压釜内操作,首先将粘合在一起的夹层玻璃的半成品,每片之间进行隔离,放入高压釜专用(yòng)台架上,并使其牢固,然后紧闭釜门,对釜内加压充气,当釜内气压达到0。75MPa左右时,停止对釜内充气。这是由于夹层玻璃边缘未粘合牢固,為(wèi)了使玻璃夹层中间的空间在压力的作用(yòng)下溢出,而不致于空气从边缘处进入夹层内。釜内温度达到130℃左右时,立即停止加热,并保持这个温度。此时夹胶玻璃已经能(néng)够粘合,对釜内进行二次加压,由于玻璃已经达到粘合温度,故这次加压不会使空气进入夹层中,待压力达到1。2MPa时,停止加压并保持压力平衡,持续经过1h~1。5h以后,降低釜内的温度到50℃时,开始对釜内进行排气降压,直至空气完全排出,开启釜门推出玻璃。夹层玻璃制作至此,还有(yǒu)收尾工作,即是对玻璃进行逐片检查,针对合格产品,进行修剪。割除周围多(duō)余胶片;对含有(yǒu)气泡和脱胶的玻璃进行挑选修补,重新(xīn)进釜加压加温。
随着生产工艺的不断提高,大多(duō)数高压釜都具有(yǒu)自动控制的功能(néng),在实际操作中,根据夹胶玻璃自身特点与实际情况,进行加工。


